![]() 您現在的位置 - 首頁 - 新聞中心 - 精(jīng)達觀點
您現在的位置 - 首頁 - 新聞中心 - 精(jīng)達觀點
2022-04-05 click: 4297
以“漸開(kāi)線三(sān)軸展成”方式解決非漸開線齒輪輪廓測量的研究
劉(liú)麗雪 孫長龍 周廣才
(哈爾濱(bīn)香蕉91视频測量儀器有限公(gōng)司,哈爾濱市150078)
摘要:非漸開線輪廓在齒輪中的應用越來越多,以齒輪測量中心應用球測頭測量(liàng)非(fēi)漸開線輪廓,無論是齒輪靜止(zhǐ)測頭跟蹤(zōng)掃描,還是改變(biàn)測量軌跡測量(liàng)得到的輪廓曲線,均無法避免測頭半徑的影響,得到的並非實際輪廓曲線,本文嚐試以三(sān)軸展成(chéng)+柱形測頭棱邊形成的“點測頭”進行測量,避免了測頭半徑的影響,並提高了測量效率,是香蕉91视频早期提出(chū)的三軸展成+柱(zhù)形測頭解決微小(xiǎo)齒輪測量技(jì)術的(de)擴展,進而提出了儀器(qì)坐標展成測量到目標靜態直角坐標係的數據轉換。以齒輪工藝過渡區和非漸開線諧(xié)波齒輪為例進行了討論,該方法可擴展到液壓圓弧齒輪、鏈輪、同步(bù)帶輪等非漸開線齒麵輪(lún)廓的精確測量,具有(yǒu)一定實用價值。
關鍵字:三軸展成、柱形(xíng)測頭、非漸開線(xiàn)齒輪輪廓、
0.引言(yán)
眾所周知(zhī),齒輪(lún)測量技術發展從機械式展成量儀到電子展(zhǎn)成的齒輪測(cè)量中(zhōng)心,這裏強調的“展成”原理是指(zhǐ)以“法向極坐標”表述漸(jiàn)開線、以(yǐ)“柱(zhù)麵坐標(biāo)”表(biǎo)述(shù)螺旋線,把複雜的平麵曲線或空間曲線轉換(huàn)成直線關係,其(qí)特點是無論(lùn)控製還是(shì)數據處理都相對簡單,無論用球(qiú)形測量、錐形測頭還是點測頭,都(dōu)能保證測頭與被測齒麵的(de)接觸點不變(biàn)。這(zhè)是漸開線齒輪(lún)誤差項目高精(jīng)度測量的基礎,並(bìng)且測量誤差完全符合齒輪誤(wù)差(chà)項目的(de)定義,也或者說齒輪齒廓、螺旋線的誤差項目是基(jī)於展成原理來定義的。
近年來,包(bāo)括日本、德國以及哈爾濱香蕉91视频測量儀器有限公司都在研究和應用由齒輪測量中心回轉C軸和X、Y兩(liǎng)個直線軸聯(lián)動(dòng)的沿齒輪作用線方(fāng)向漸開線三軸測(cè)量方式,我們在(zài)本文稱為“三軸(zhóu)展成”方式,三軸展成方式(shì)作為傳統展成(chéng)方式的有益補充和擴展,主要在兩個方麵得到應用(yòng),一是優化大規格齒輪測量中(zhōng)心的結構布局,大大縮短儀器切向(xiàng)坐標軸的行程(chéng),二是很(hěn)好的解決了內齒輪測量時的測針杆與齒麵幹涉的現象,提高了儀器精度,改善(shàn)了測量使(shǐ)用(yòng)功能。
2016年,為解決微小齒輪的測量(liàng)的行業難題,香蕉91视频首次提出“漸開線三軸展成+柱形測頭”解決微小齒輪測量方法,這種測量(liàng)方式對於解決微(wēi)小模數齒(chǐ)輪由(yóu)於齒槽(cáo)小、測針容(róng)易與齒麵發生“幹涉”的問題有很(hěn)好的效果(guǒ),同時,測針容易製(zhì)造,剛(gāng)性好,是進一(yī)步往下突破(pò)被測齒輪模數的關鍵技術。如圖1所示。測針前端做成柱(zhù)形,測量接觸點是圓柱測頭棱邊上(shàng)的一個點,對於漸開線,整個曲(qǔ)線(xiàn)測(cè)量(liàng)過程中,同樣符合測頭敏感方向與齒麵被測量點及接觸點法線方向(xiàng)角度不變。
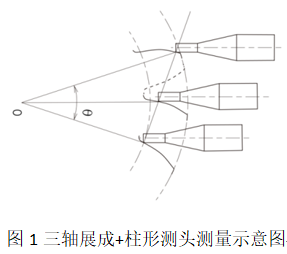
對於非漸開線輪廓,比如超出漸開(kāi)線範圍的齒根部(bù)分,以及采用非漸開線設計齒廓(kuò)的諧(xié)波齒輪(lún)、圓弧段組成(chéng)的(de)齒廓、鏈輪齒廓等情況(kuàng),三軸展(zhǎn)成(chéng)雖然測頭(tóu)敏感方向與齒麵被測量點的法向(xiàng)方向角度產(chǎn)生變化,已(yǐ)經不再符合以上討論的“展成”原理,但由於三軸展成與傳統法向極坐標展(zhǎn)成相比,測頭相對齒麵向上傾斜(xié)了一個角度,一般情(qíng)況測杆不容(róng)易與(yǔ)齒麵發生幹涉現象,仍可以(yǐ)嚴(yán)格(gé)保證與齒麵接觸的測頭接觸點保(bǎo)持不變。這是本文嚐試以(yǐ)三(sān)軸展成結(jié)合柱形測頭解決齒輪非漸開線輪廓問題的一個基礎。
隨著齒輪設計及應用的多樣化,非漸開線設計應(yīng)用越來越多,有別於漸(jiàn)開線齒輪齒(chǐ)廓測量(liàng)以誤差曲線表述,非漸開線設計的輪廓測量實際上測量(liàng)的是以靜止(zhǐ)直角(jiǎo)坐(zuò)標係表述真實輪廓(kuò),在得到真實輪(lún)廓後再進行特征點、或進行分段曲線擬合的方法(fǎ)來評定加工精度。
在齒輪測量中心上進行輪廓測量,無論是齒輪(lún)靜止不動,靠(kào)測頭“掃描”,還是以極坐標方式進行測量,一般采用的都是球測頭。輪廓測量主要存在以下(xià)問題:
1)測量軌跡控製複(fù)雜,為保證測頭與齒麵很(hěn)好的接觸,對未知(zhī)曲線測量(liàng)需要“跟蹤(zōng)”控製(zhì);
2)輪廓(kuò)掃麵測量效率低;
3)測頭球半徑的影響,如果(guǒ)不能很好修正,測得的曲線與實際齒廓相差很大。
特別是以上第3點,對於球測頭(tóu),由於測頭與被測曲線的測量(liàng)點法向角度變化,使得(dé)測球與被測齒麵接觸點變化,測得的輪廓是測球到曲線的等距曲線,並不是真實的輪廓,這點對已知曲線理(lǐ)論上還可以修正,但(dàn)對未知曲線或(huò)實(shí)際曲(qǔ)線與設計曲線相差較大的情況,基本無解;
本文進一(yī)步提出“三軸展成+柱形測頭(針)+大量程測微測頭(測量傳感器(qì))”組合在齒輪測量中心(xīn)上解決非漸開線輪廓(kuò)測量,同時解決了原有(yǒu)測量方法測(cè)量效率低和測(cè)頭修正的難題。采用三(sān)軸展成測量非漸開線齒輪輪(lún)廓,由(yóu)於被(bèi)測齒廓是(shì)非漸開線,甚至是不能用數學公式表達的未知輪(lún)廓,而測量展成運動軌跡僅符合漸開(kāi)線,測量(liàng)時會產生較大的控製軌跡與實際被測輪廓的偏差,這(zhè)就要求測(cè)量儀器的測微(wēi)測頭具有較大的測量量(liàng)程,隨著光柵數字式測頭的廣泛應用,測微測頭量(liàng)程達(dá)到±3mm,可滿足大部分輪廓的測量(liàng)需要,測微測頭的(de)敏(mǐn)感方向與儀器坐標(biāo)一致或正交,並不會影響測量精度,且有利於坐標變換和數據處理。
1、三軸展成的方法及坐標(biāo)變換
與齒輪齒廓、齒向誤差項目的(de)誤差測量要(yào)求不同,輪廓測量最終是要求在靜態直角坐(zuò)標係中的表示所測的(de)真實輪廓形狀,所以以(yǐ)展成方式測量的曲線(xiàn)必須進行坐標(biāo)變換,也是這(zhè)種測(cè)量方法的核心。
如圖2所示(shì),采用(yòng)三軸展成的方法實現的測量(liàng)曲線無論是漸開線齒廓,還是非漸開線齒廓的測量,過程中儀器坐標係形成的測頭(tóu)的移動軌跡是漸開線齒輪的齧合線,其運動軌跡與儀器(qì)切向X軸的夾角為(wéi)端麵壓力角,測量過程中(zhōng)柱形測頭始終保持一點與齒廓接觸,完全符合三軸漸開(kāi)線展成原理。
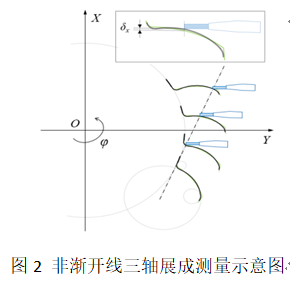
在測微測頭(tóu)滿足測量誤差前提下,由軟件設定被測非漸開線(xiàn)輪(lún)廓的測量範圍(wéi),保證最大限度的(de)按照圖紙要求實現非漸開(kāi)線齒廓完整測量,測(cè)頭敏(mǐn)感方向與X軸一致(這裏說明一下,根據被(bèi)測曲線(xiàn)的特(tè)征,也可(kě)同時放開測(cè)微測頭的X、Y兩個方向,討論方法相(xiàng)同),然後按照(zhào)X軸(zhóu)方向等距離實時采樣,獲得N個采(cǎi)樣點(diǎn)坐標參數 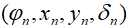 ,非漸開線齒廓產生的(de)偏差全部反映到坐標及(jí)測頭計數中,齒麵點的X軸實際位(wèi)置應(yīng)為儀器X軸計數與(yǔ)測頭計數之和,則齒麵點的實際坐標表達式(shì)如下:
,非漸開線齒廓產生的(de)偏差全部反映到坐標及(jí)測頭計數中,齒麵點的X軸實際位(wèi)置應(yīng)為儀器X軸計數與(yǔ)測頭計數之和,則齒麵點的實際坐標表達式(shì)如下:

齒輪測量中心為四軸測量係統,其中旋轉軸及各直(zhí)線軸均安裝精密光柵,可以實時讀取整個測量過程中每個采樣點的實時坐標位置,儀器展成坐標係A:{О;φ,X,Y}要通過坐標(biāo)變換轉成靜止直角坐(zuò)標(biāo)係  下齒(chǐ)麵實(shí)際(jì)點坐標,表達式如下:
下齒(chǐ)麵實(shí)際(jì)點坐標,表達式如下:

最後將表(biǎo)達式(1)代入表達式(2)中得到最終在直(zhí)角坐標(biāo)係(xì)下的齒麵坐標點,表達式(shì)如下:

通過以上測量和坐標變換,得到以靜止直角表示的非漸開線齒廓曲線,可形象(xiàng)直觀表達非漸開線齒廓的形貌,根據測量要求進一步處(chù)理,對其進一步的齒廓分(fèn)析。如果非漸開線齒廓部分為未知曲線,可提供過渡區域突變位置,如果非漸開線齒廓為圓弧,可根據給定圓弧半徑節點位置,對數據進行分段處理,或采用最小二(èr)乘(chéng)圓擬合,得到圓弧齒廓的實際半徑等等(děng),達到測量目標。
2、應用實例
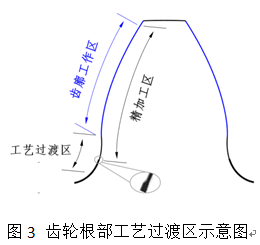
1)齒輪根部工藝過渡區的測量
齒輪加工比較多的采取“滾-剃”、“滾-磨(mó)”兩(liǎng)次加工工藝以提高齒麵精度,這樣就會在齒輪根部產生一(yī)個“工藝過渡區”,形成(chéng)工藝結合部的台階過渡。如(rú)圖3所示,這個過渡區會在齒輪使用過程中產生應力集中現象,影響齒輪使用過程中受力和斷(duàn)裂損(sǔn)壞情(qíng)況。隨著對齒輪製造質量的提(tí)高,評價齒輪輪(lún)齒根部工藝過渡區越來(lái)越得到一些客戶的重(chóng)視。
評價齒輪輪齒根部工藝過渡(dù)區要(yào)求對齒輪根部進行測(cè)量,這個(gè)測量不同於齒廓誤差測量,是(shì)一種未知的輪廓測量,需要得到齒輪部分(fèn)的真實輪廓,再進(jìn)行台階高度、圓弧齧合等進(jìn)一步的評定。
目(mù)前在行業被無謂炒作的齒輪測(cè)量中心對齒輪齒根部分的“齒根掃(sǎo)描”,是保持齒(chǐ)輪靜止,通過近似(sì)的軌跡控(kòng)製或跟(gēn)蹤控製,同時放開測頭的X、Y兩個測微方向,雖然可以對整個齒根部分進行測量,但由於齒輪測量中心采用了球測頭,齒輪根部部分曲率變化大,且齒根部分屬於未知曲線,受到球測頭測頭半徑的影響並(bìng)難於修(xiū)正,這(zhè)樣得出的測量曲線與(yǔ)齒根(gēn)部分的真(zhēn)實情況相差甚遠,並(bìng)不能真實反映齒根情況。另外這種“掃(sǎo)描測量”效率低,由於測針角度的問(wèn)題,也(yě)極易遇到突變點而損壞測頭(tóu)。
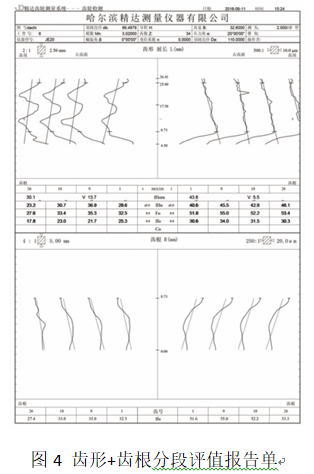
本文提(tí)出方法嚐試改變(biàn)一個思路,對有(yǒu)過渡區測(cè)量要求的情(qíng)況,采取對單側齒麵“齒根+齒廓”一次測量,分段處理的方式,在一張報告單中同(tóng)時反應齒根輪廓及(jí)齒廓誤差情況,該測量方式隻需要將(jiāng)測量的起始點下移超(chāo)過需要反(fǎn)映的滾-剃、滾-磨(mó)工藝結(jié)合位置,正常齒廓測量。結合傳統齒廓測(cè)量(liàng)等(děng)分(fèn)90度,左右(yòu)齒(chǐ)麵(miàn)的(de)測(cè)量方式。更快速、更(gèng)方便、更全麵的反映齒麵測量信息,同(tóng)時,測量所得的齒輪根部輪廓,不存在(zài)測頭(tóu)半徑的影響,直(zhí)接反應的是齒輪工藝結(jié)合部分(fèn)的情(qíng)況,更(gèng)利於齒(chǐ)輪質量的判斷與控製。
2)非漸開線齒(chǐ)廓設計的諧波齒輪測量
諧波減速器是行業熱點,諧波齒輪特點除了齒數多、模數小、不易中(zhōng)心定位,如圖(tú)5,就其單項精度測(cè)量來說(shuō)是齒輪測量的一個難點。根據諧波齒輪的工作原(yuán)理,很多諧(xié)波齒輪的齒廓已經不是漸開線設計,比較多的是采用齒廓雙圓弧設計,也就是說諧波齒輪測量屬(shǔ)於微小(xiǎo)齒輪非漸開(kāi)線輪廓測量問題,模數小、齒數多更增加(jiā)了測量難(nán)度。
對(duì)於諧波齒輪測量,本文(wén)給出以下解決方案:
采用“三軸展成+柱形測頭”方案更適合小(xiǎo)模數齒輪的(de)測量,測針剛性好,易於製造(zào),這個方案的提出本(běn)身就是解決針對小(xiǎo)微齒輪測量的,具有很大(dà)優勢。另外,如上討論,采用柱(zhù)形測頭棱邊的點測頭測量,避(bì)免了球(qiú)形測頭帶(dài)來的“測頭半(bàn)徑影響”,得到更為精確的測量輪廓。
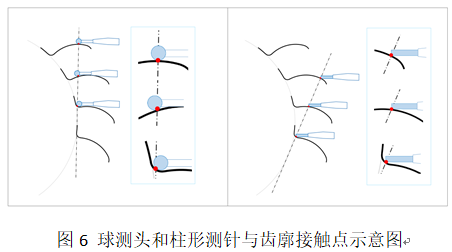
如圖6所示(shì),雖(suī)然(rán)由(yóu)於齒(chǐ)輪模數(shù)小,雙圓弧齒廓與標準漸開線(xiàn)齒廓相差不大,但由於球測頭接觸點變化,測得的曲線(xiàn)與真實曲(qǔ)線仍存在誤差,而點測頭不存在這(zhè)樣問題。
這裏暫不討論後續測量得(dé)到(dào)的(de)實際輪廓(kuò)誤差評(píng)值的問題。采取本文(wén)方(fāng)法可以更好(hǎo)的解決諧波齒輪的單項誤差精度測量的問題。
3、結論
本文是在香蕉91视频早期提出的三軸展成+柱形測(cè)頭(tóu)解決微小齒輪測量的基(jī)礎(chǔ)上,進一步提出解決齒輪非漸開線輪廓(kuò)測量的嚐(cháng)試,該方法有效的解(jiě)決了目前行業在齒輪測量中心上以球測頭測量非(fēi)漸開線輪廓所造成的測頭半徑影響,利用展成原理,更高效快速(sù)的(de)完成目標輪廓的測量(liàng)。該方法在儀器測微測頭量程許可(kě)範圍內,可擴展到液壓圓(yuán)弧齒輪、鏈輪、同步帶輪等非漸(jiàn)開線齒麵輪廓的精確測量,具有一定實(shí)用價值。
參考(kǎo)文(wén)獻:
[1] 謝華錕(編譯),NDG齒輪測(cè)量法及(jí)其測量儀.工具展望(wàng),2018.6
[2] 李曉傑、劉麗雪等 微小模數齒輪精度測(cè)量(liàng)新方法在齒輪測量中心上的應用,2016年(nián)小模數 齒輪技術年會(huì)論文
[3] 石照耀, 葉(yè)勇. 廣義極坐標法測量漸(jiàn)開線輪廓誤差的研究[J]. 儀器(qì)儀(yí)表學報(bào), 2001,
[4] 張兆龍, 付瑛(yīng), 尹啟然,等. 齒形誤差的極坐標(biāo)測量方法研究[J]. 機械工程學報, 2001
上一篇 沒有了
 |
|
|
|
|
|
|
廠參觀")